医療用ウレタン接着剤『ポリメディカ』

高い安全性と接着性を有する医療用ウレタン接着剤
三洋化成の医療用ウレタン接着剤
『ポリメディカ』はここがすごい
1
高い安全性と長い使用実績
長年にわたって人工腎臓用ポッティング材に使用されている実績があります。
毒性の高い金属触媒を用いることなく、硬化時の反応速度を調整し、金属触媒フリーのポッティング材を実現しています。
2
高い接着力
ウレタン樹脂ならではの追従性、密着性を追求した設計であり、さまざまな樹脂に対し高い接着性を発揮します。
3
高耐熱ウレタン接着剤開発品をラインナップ
100℃程度の高い耐熱性を有し、医療用途での使用を想定した設計のため、安全性が高い(食品用容器包装規格試験クリアレベル)です。
医療用ウレタン接着剤『ポリメディカ』の主成分は、イソシアネート(A液)とポリオール(B液)を反応して得られるウレタン樹脂です。
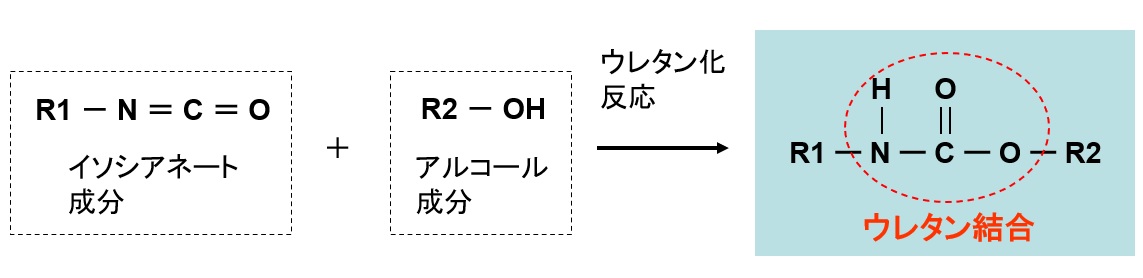
図 ウレタン化反応概略
『ポリメディカ』の安全性
人工透析と人工腎臓
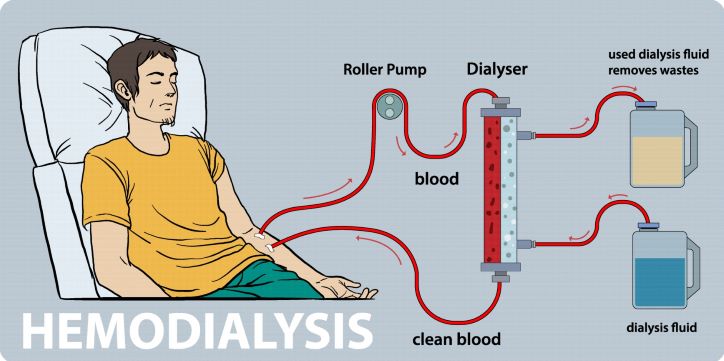
図 人工透析概略
腎臓の機能が低下あるいは働かなくなった人のために、血液を一度体外に取り出し、余分な水や老廃物を除去して再び体内に戻すのが人工透析(血液透析)です(左図)。このとき用いられる透析器がダイアライザーで、一般に人工腎臓と呼ばれています。
人工腎臓は、半透膜(小さい分子は通すが大きい分子は通さない微細な孔を持つ膜)を介して、血液と透析液(体液に近い濃度の電解質の水溶液)を接触させ、血液中の血球や有用なたんぱく質などは通さずに、尿素・尿酸などのサイズの小さい老廃物や余分な水を透析液側に取り出す働きをします。
用いられている半透膜のほとんどは、内径0.2~0.3mm、孔径2~5nmの高分子多孔質構造を持つ中空糸状です。
人工腎臓の内部構造とポッティング材
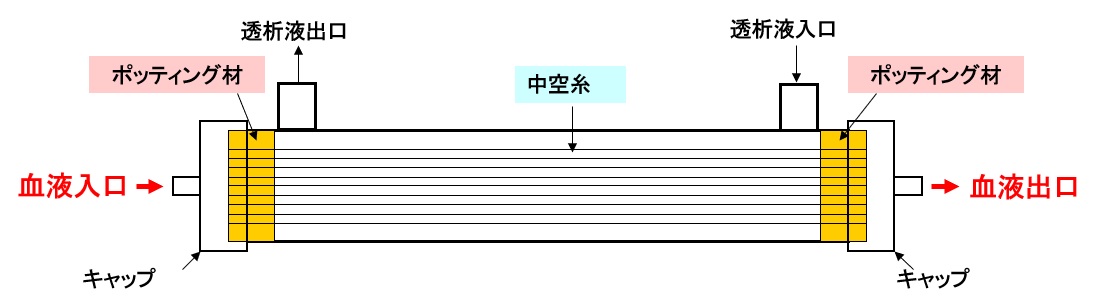
人工腎臓の概略図
中空糸型人工腎臓は、中空糸の内側に血液を、その外側に透析液を流し、その境界にある半透膜で「拡散」と「ろ過」の原理を用いて、血液を浄化します。中空糸の端部をしっかり束ね、ポリカーボネート樹脂やポリスチレン樹脂などのプラスチック製のハウジングに固定する接着剤が、中空糸型人工腎臓用ポッティング材です。
ポッティング材の必要性能① 血液適合性
ポッティング材には、血液適合性(血液の凝固が少ない)が要求されます。このため、血液適合性に優れており、また適度な硬度、柔軟性、強度を有するウレタン系(溶剤を含まないものが)が主に使われます。
ポッティング材の必要性能② 安全性
血液に直接接触するので、重金属などの有害物を含まず、ポッティング材からの溶出物が少ないなどの安全性が重要なポイントとなります。
ポッティング材の必要性能③ 平滑性
ポッティング材は、イソシアネートとポリオールの2液を混合した後に、透析液入口および出口から注入され遠心成型させることにより、ダイアライザーの両端に浸透します。血液と接触する端面の平滑性が悪いと、この部分に血液が滞留凝固するため、平滑性が重要です。平滑面を得るため反応後に端部は切断されますが、硬すぎると切断できず、軟らかく伸びすぎると平滑な面が得られないため、適度な硬度・伸縮性が必要となります。
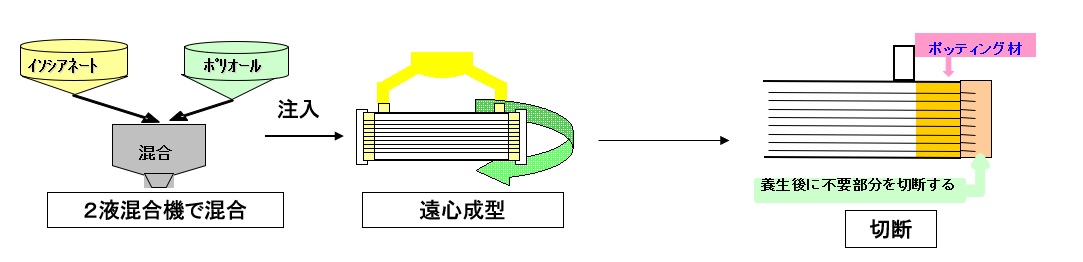
人工腎臓のポッティング工程概略
『ポリメディカ』シリーズの医療用接着剤基準適合状況
『ポリメディカ』シリーズでは、弊社技術により金属触媒フリーでのウレタン化反応を実現しており、人工腎臓用ポッティング材として医療用接着剤基準に適合しています。
| 医療用接着剤基準 ※1 | 基準値 | 弊社接着剤(例) |
|---|---|---|
| 強熱残分 | 0.1%以下 | 適合(0.05%以下) |
| 溶出物試験 pH | 差1.0以下 | 適合(差0.5以下) |
| 溶出物試験 重金属 | 検液の呈する色は比較液の 呈する色より濃くなきこと | 適合 |
| 溶出物試験 過マンガン酸カリウム還元性物質 | 差2.0mL以下 | 適合(差0.5mL以下) |
| 溶出物試験 (紫外吸収スペクトル)※2 220nm以上241nm未満 | 0.08以下 | 適合(0.03) |
| 溶出物試験 (紫外吸収スペクトル)※2 241nm以上350nm以下 | 0.08以下 | 適合(0.03) |
| 発熱性物質試験 ※3 | 体温上昇度の合計: | 適合(1.3℃以下) |
| 溶血性試験 ※4 | ー | 適合(陰性) |
| 細胞毒性試験 ※5 | ー | 適合 (細胞毒性を示さない) |
※1:医療用接着剤基準(昭和45年厚生省告示第299号)に準じる。
※2:JIS T 0601-2-16:2008「人工じん(腎)臓装置の安全に関する個別要求事項」付属書JA(規定)溶出物試験に準じる。
※3:ISO 10993-11:2017に準じる。
※4:ISO 10993-4:2002に準じる。(肉眼観察)
※5:ISO 10993-5:2009に準じる。(スクリーニング試験)
なぜウレタン樹脂は接着性が良いのか?
ウレタン樹脂の性質
以下に各種分子構造の凝集エネルギー(単位:kcal/mol)を記載します。
ウレタン結合は他分子構造と比較して高い凝集力を有していることがわかります。
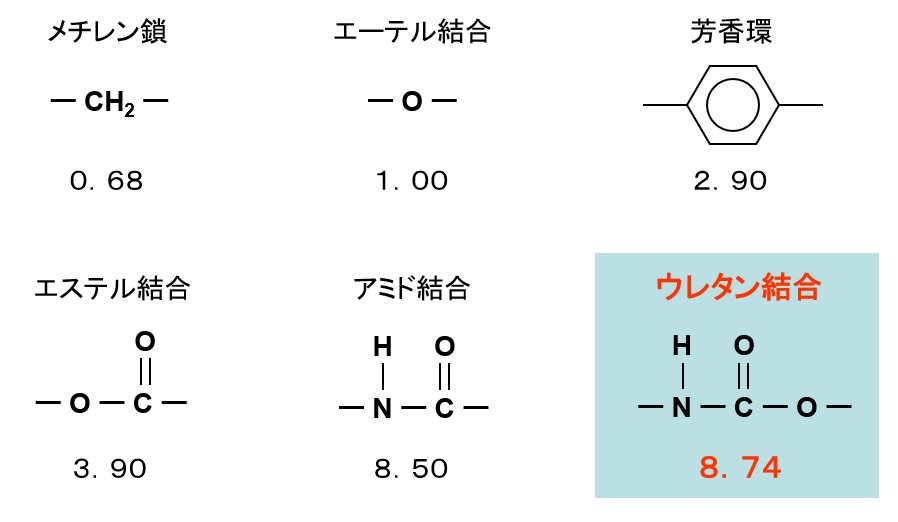
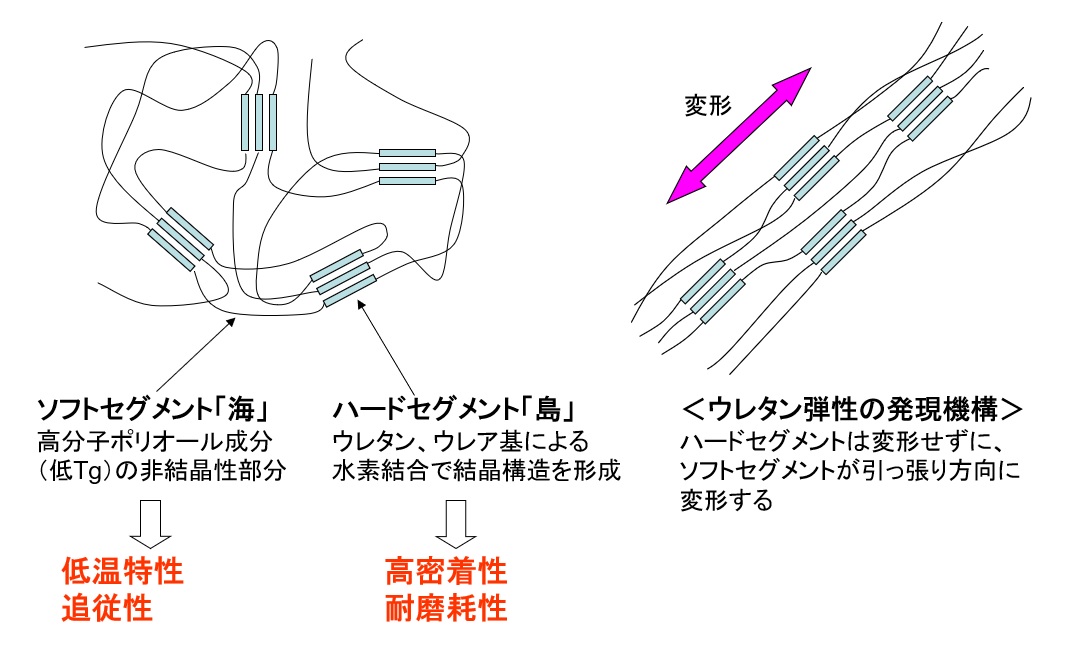
ウレタン樹脂は高分子ポリオールとイソシアネートの反応により合成され、非晶性であるポリオール成分がソフトセグメントの「海」となり、凝集エネルギーの高いウレタン結合がハードセグメントの「島」のような構造を取ることが知られています。ハードセグメントの高い凝集エネルギーにより、基材への密着性が発現し、かつソフトセグメントを有していることから、基材への追従性も併せ持つ設計とすることが可能となります。
『ポリメディカ』の接着性
「ポリメディカ MA-130/MB-130」の各種基材への接着力測定結果を以下に記載します。
コロナ処理したPP樹脂(ポリプロピレン)やPS(ポリスチレン)樹脂に対しては、接着1日後から良好な接着性を示します。
未処理のAS樹脂やPS樹脂に対しては、時間経過とともに接着力が向上します。
| 基剤樹脂 | コロナ処理 | Adhesive Strength(MPa) | ||
|---|---|---|---|---|
| 1日後 | 2日後 | 4日後 | ||
| ポリプロピレン PP | 未処理 | 0.2 | 0.2 | 0.2 |
| 処理 | 2.3 | 2.5 | 2.7 | |
| アクリルースチレン樹脂 AS | 未処理 | 1.9 | 2.3 | 3.1 |
| ポリスチレン樹脂 PS | 未処理 | 0.8 | 1.0 | 1.5 |
| 処理 | 3.5 | 3.7 | 3.9 | |
試験条件:JIS K6850準拠
使用した接着剤は「ポリメディカ MA-130/MB-130」
コロナ処理(Voltage:10kv)
主要ラインナップ
主要ラインナップの性能表
安全性と接着力により、医療用接着剤として実績のある既存品に加え、開発品として高耐熱グレードをラインナップしています。
| ポリメディカ MA-130/MB-130 | |
|---|---|
| 形態 | 2液ウレタン硬化 A液: ポリメディカ MA-130 B液: ポリメディカ MB-130 |
| 25℃粘度 | ~数千mPa・s |
| ポットライフ | 数分~数十分 |
| 樹脂破断強度 | 1~50MPa |
| 耐温熱性 | 40~60℃ |
| 安全性 | 医療接着剤としての各基準に適合 |
金属触媒フリーでの反応速度調整技術について
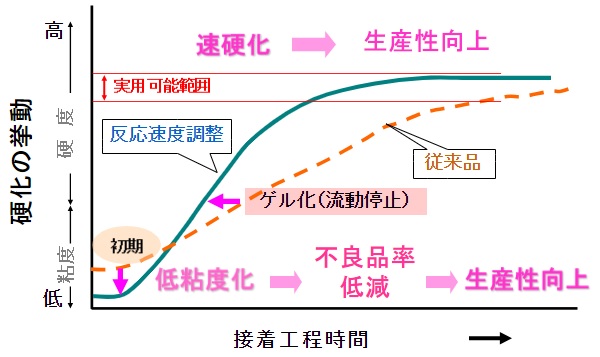
図 『ポリメディカ』従来品の硬化挙動と反応速度調整
『ポリメディカ』シリーズでは、弊社技術により金属触媒フリーでのウレタン化反応を実現しています。
当社ではこの技術にさらに改良を加え、従来品と比較して、さらに低粘度化や反応速度の調整が可能です。
これにより生産性向上および接着時の不良品率低減が期待できますので、ニーズに応じてご相談下さい。
『ポリメディカ』の使用方法
以下に『ポリメディカ』の使用方法を記載いたします。
1
A液 B液混合
A液 : B液=50 : 50になるように混合する。
※攪拌機を用いて均一になるように攪拌する。
2
脱泡
遠心脱泡、減圧脱泡などを行う。
弊社ラボでは遠心脱泡(2000rpm、30秒)を行っています。
※脱泡を行わないと接着剤中に泡が発生し、強度が低下する恐れがあります。
3
塗布・接着
対象基材に塗布し、接着させます。
4
養生
張り合わせた後、下記時間静置し、接着を完成させます。
養生完了時間は、温度を高くすることによって短縮可能です。
25℃:24時間
50℃:12時間
ニーズに合わせてご相談下さい
用途やニーズに応じたカスタマイズに関しましてもご相談可能です。各項目における調整範囲を記載いたします。
1
注型性
ポッティング材としては、型に対して充填不良が起こらない必要があり、
A液、B液混合時の粘度が、使用方法に応じた適正な範囲であることが求められます。
弊社調整可能範囲
混合粘度 700~3000mPa・s (混合前液温25℃)
2
流動性
注型した成型した後の樹脂中に含泡がないことが必要です。
弊社調整可能範囲
混合粘度:700~3000mPa・s (混合前液温25℃)
反応速度(A液とB液を混合後、50Paに達するまでのポットライフ):3~30分 (混合前液温25℃)
3
成型条件
ポッティング方式、養生条件(成型後、切断までの静置温度、時間)
弊社調整可能範囲
静置ポッティング、遠心ポッティングのいずれも対応可能です。
4
切断性
養生して接着を完了させたのち、不要部を、切断により除去可能な硬度とする必要があります。
弊社調整可能範囲
D硬度瞬間値 50~75
5
保管時の貯蔵安定性
ポッティング材としては、使用前保管時の貯蔵安定性に優れることが求められます。
『ポリメディカ』シリーズは0℃以下で保管した際も析出しません。
弊社調整可能範囲
0℃以下での析出なし
6
安全性
医療用接着剤としては、安全基準を満たすことが重要です。
生物学的試験、溶出試験等、どのような試験を行い、基準を満たす必要があるかに関しても、ご要望ご相談下さい。
弊社調整可能範囲
医療用接着剤基準、ISO10993他
関連情報・トピックス
関連製品
注意事項
ここに記載された情報は、弊社の最善の知見に基づくものですが、いかなる明示または黙示の保証をするものではありません。
①すべての化学品には未知の有害性がありうるため、取り扱いには細心の注意が必要です。本品の適性に関する決定は使用者の責任において行ってください。
②この情報は、細心の注意を払って行った試験に基づくものですが、実際の現場結果を保証するものではありません。個々の使用に対する適切な使用条件や商品の適用は、使用者の責任においてご判断ください。
③この情報は、いかなる特許の推薦やその使用を保証するものではありません。